Применение современного технологического оборудования позволяет увеличить объемы производства и повысить качество выпускаемой продукции. Сегодня мы поговорим о станках для производства спирально-навивных воздуховодов разного диаметра, широко используемых в строительстве для систем кондиционирования и воздухообмена зданий и сооружений.
Технология промышленного изготовления спирально-навивных воздуховодов
Такой способ производства продукции состоит в создании замковых соединений по продольной кромке ленты с помощью инструментальных роликов. Затем заготовку изгибают по спиральным направляющим в цилиндр, в завершение выполняют завальцовка замков и порезка в размер.
Технология включает выполнение ряда операций:
Установка бухты штрипса на декойлер (разматыватель).
Лента захватывается и направляется в узел формирования замочной части. В блоке штрипса выпрямляется, производится прокатка кромок с целью создания вальцевых соединений и ребер жесткости.
Заготовка изгибается по направляющим кольцам
с определенным диаметром заданным оператором станка, и происходит ее навивка с последующим соединением и завальцовкой замков. В результате образуется прочный и герметичный стык.
Полученная спирально-навивной воздуховод разрезается фрезой
или дисковым ножом на отрезки требуемой длины. При этом формируется кромка прямая или с фаской, не требующая дополнительной обработки и не имеющая заусениц.
Технологическая линия по изготовлению спирально-навивных воздуховодов автоматизирована и управляется программируемой системой. Производительность оборудования зависит от модели и комплектации и составляет не менее 20 тыс. погонных метров продукции в месяц.
Конструкция спирально-навивного станка
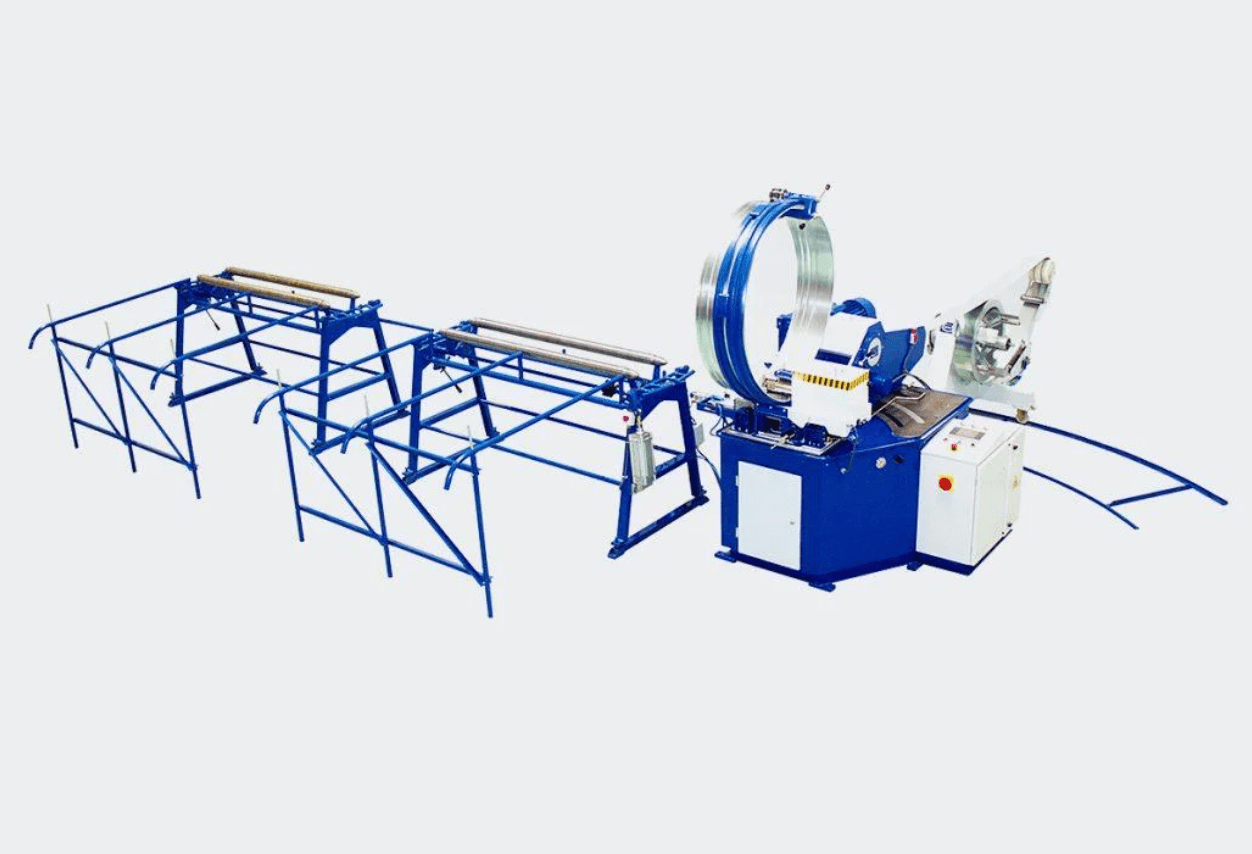
В производственных линиях этого типа реализуется полный технологический цикл от первичной обработки сырья до получения готовой продукции. Конструкция станка для изготовления воздуховодов спирально-навивных состоит из основных узлов:
- разматыватель ленты;
- блок завальцовки замкового соединения;
- узел изгибания и навивки штрипсы на кольца;
- устройство резки воздуховодов с дисковыми ножами или фрезой.
Рассмотрим, как работают эти механизмы при изготовлении спирально-навивных воздуховодов.
Устройство и работа разматывателя ленты
Разматыватели металлической полосы бывают двух основных типов: пассивные и с сервоприводом. Первые устанавливаются на колесных тележках для перемещения по производственной площадке. Вторые оснащаются автоматизированными сервоприводами и обеспечивают точное позиционирование. Такая конструкция позволяет перенастраивать разматыватель на изготовление воздуховодов разного диаметра с различными углами навивки штрипсы. Прокатная часть узла делается поворотной, чтобы иметь возможность изменять направление подачи металлической полосы.
Узел формирования и завальцовки замка
Вальцевые соединения по кромкам штрипсы формируются с помощью парных роликов, количество которых в прокатном узле может варьироваться от двух до шести. Соответственно замковые части прокатываются за два или за шесть переходов практически с одинаковым качеством. Увеличение количества инструментальных роликов усложняет конструкцию узла с одновременным повышением точности. Станки, имеющие шесть прокатных частей, отличаются стабильностью геометрии замков, в том числе и на достаточно высоких скоростях с ограничениями до 40 м/мин.
Разновидности узлов для изгибания штрипсы: на гибких лентах кольцах и на жестких кольцах
Навивка заготовки для получения трубы требуемого диаметра выполняется с использованием устройств двух типов:
Гибкие ленты кольца
Главная особенность узла – это возможность быстрой перенастройки оборудования на производство изделий разного диаметра. Кольцо формирует оператор, управляющий технологической линией, возможны отклонения от заданных геометрических размеров.
Жесткие кольца
Оснастка разного диаметра изготавливается по эталонным шаблонам, что существенно снижает погрешность (до сотых миллиметра). При выборе формирующего узла учитываются объемы выпуска, требования к конечной продукции и ее сортамент. Производители предлагают различные варианты исполнения этих устройств: из стальной ленты 20х1 мм или силуминовые отливки с точной фрезеровкой и накладками из меди.
Производственный опыт показывает важность квалификации специалистов, работающих с оборудованием. При неправильном использовании даже дорогие прецизионные станки могут допускать брак. В то же время доступные аналоги при точной настройке и регулярном обслуживании позволяют получать кондиционные изделия.
Способы порезки спирально-навивных воздуховодов
В состав производственной линии входит отрезное устройство. В качестве рабочего инструмента используются дисковый нож или фреза. Первые обладают лучшими эксплуатационными характеристиками:
- низкий уровень шума при работе;
- кромка трубы не перегревается и не оплавляется;
- нет необходимости в использовании расходных материалов.
К особенностям дисковых ножей можно отнести сложность настройки. В случае нарушения углов установки возможно образование сколов на режущей части, что приводит инструмент в негодность. При неправильно выбранном расстоянии между ножами заготовка заминается, а при нарушениях тонких настроек остаются недорезанные части разной ширины. В базовом варианте оснащения станки комплектуются фрезой. По заказу возможно оборудование технологической линии дисковым ножом. Применение современных автоматизированных станков для выпуска спирально-навивных воздуховодов позволяет существенно повысить производительность. Технологические линии обеспечивают изготовление широкого сортамента продукции высокого качества. Станкостроительные компании предлагают разные варианты комплектования станков с разными технико-экономическими показателями.
По вопросам доставки
и сотрудничества свяжитесь с нами
Звоните по телефону
8 (499) 460-75-59